Twin-screw extruders represent the pinnacle of plastics extrusion machinery technology, offering superior mixing capabilities, process control, and versatility compared to their single-screw counterparts. This technical resource explores the fundamental aspects of twin-screw extruders, from their geometric design to practical operational parameters, providing engineers and operators with essential knowledge for optimizing performance in various manufacturing scenarios.
As the demand for complex polymer formulations continues to grow across industries, understanding the intricacies of twin-screw extrusion becomes increasingly important. Modern plastics extrusion machinery incorporates advanced materials, precision engineering, and sophisticated control systems to meet these evolving requirements.
The geometric structure of twin-screw extruders is fundamental to their performance in plastics extrusion machinery applications—one of the most critical segments within extrusion machinery. Unlike single-screw designs, twin-screw systems feature two intermeshing screws contained within a barrel, with precise tolerances that significantly impact material processing characteristics (a advantage applicable to other extrusion machinery sectors as well).
Screw Configuration Parameters
- Diameter (D): Typically ranges from 12mm to 300mm in commercial plastics extrusion machinery, with larger diameters enabling higher throughput rates.
- Length-to-Diameter Ratio (L/D): Varies from 20:1 to 60:1, with longer ratios allowing more residence time for complex mixing and reaction processes.
- Pitch: The axial distance between corresponding points on consecutive flights, influencing conveying capacity and shear rates.
- Flight Depth: Determines the volume available for material processing, with deeper flights increasing throughput but reducing shear intensity.
- helix Angle: Typically 15° to 20° from the horizontal, affecting material conveying efficiency and pressure generation.
In intermeshing designs, the screw profiles are carefully engineered to complement each other, creating a positive displacement pumping action that minimizes residence time variations. This is particularly important in plastics extrusion machinery where consistent processing is critical to product quality.
Screw Element Types
Modular twin-screw designs allow customization through various element configurations:
- Conveying Elements: Move material axially through the extruder with minimal mixing
- Kneading Blocks: Consist of staggered disk elements that generate high shear and mixing
- Mixer Elements: Incorporate special geometries for distributive and dispersive mixing
- Reverse Elements: Create pressure zones and increase residence time
- Barrier Elements: Separate molten and solid material phases
Twin-Screw Geometric Parameters
Common Twin-Screw Configurations in Plastics Extrusion Machinery
Co-rotating
Both screws rotate in the same direction
Counter-rotating
Screws rotate in opposite directions
Intermeshing
Screws engage with each other
Non-intermeshing
Screws operate independently
Geometric Considerations in Plastics Extrusion Machinery Design
The geometric design of twin-screws directly impacts the performance characteristics of plastics extrusion machinery. Engineers must balance multiple factors including material properties, desired output rate, mixing requirements, and energy consumption when specifying screw geometry. Modern computer-aided design tools allow for virtual testing of different configurations, optimizing performance before physical prototypes are produced. The trend in plastics extrusion machinery is toward more precise manufacturing tolerances, enabling tighter clearances between screws and barrels, which improves mixing efficiency and reduces energy consumption.
The working principle of twin-screw extruders—key equipment for realizing the process behind what is extruding (i.e., converting raw polymers into homogeneous melts for shaping via forced extrusion through a die)—involves a sequence of coordinated processes that transform raw polymer materials into homogeneous melts, ready for shaping. This sophisticated operation is what distinguishes high-performance plastics extrusion machinery from simpler processing equipment.
Material Conveying
In co-rotating twin-screw extruders, material conveying occurs through a combination of positive displacement and friction. As the screws rotate, their intermeshing flights form a series of moving chambers that progressively transport material along the barrel length. This efficient conveying mechanism allows plastics extrusion machinery to handle a wide range of material viscosities and bulk densities.
Counter-rotating designs create a more pronounced positive displacement action, similar to gear pumps, which provides greater pressure stability and is often preferred for profile extrusion applications where dimensional accuracy is critical.
Melting Process
The melting phase in twin-screw systems is highly efficient due to the combination of mechanical shear and thermal input. As material moves through the extruder, it encounters increasing pressure and temperature, causing the solid polymer to transition to a molten state. The specific melting mechanism varies between co-rotating and counter-rotating designs:
- In co-rotating systems, melting primarily occurs through shear-induced heating in the intermeshing regions
- Counter-rotating systems rely more on conduction heating from the barrel combined with compressive forces
- Modular screw designs allow precise control over melting rates and temperature profiles
Mixing Mechanisms
Superior mixing capabilities are a key advantage of twin-screw plastics extrusion machinery. Two primary mixing mechanisms operate within the extruder:
Distributive Mixing
Involves the rearrangement of material components without changing their particle size, creating a uniform distribution through geometric division and recombination of the melt stream.
Dispersive Mixing
Breaks down agglomerates and particles through high shear forces, reducing their size and ensuring intimate contact between different components.
Pressure Generation and Pumping
Twin-screw extruders generate significant pressure to overcome resistance from downstream components such as dies and filters. The pressure profile can be precisely controlled through screw design and operating parameters, ensuring consistent flow through the die. This pressure stability is crucial in plastics extrusion machinery for maintaining product dimensional accuracy and quality.
Twin-Screw Extrusion Process Stages
-
1
Feeding
Polymer pellets and additives enter the extruder through a hopper
-
2
Conveying
Material is transported along the screw length by rotating flights
-
3
Melting
Solid polymer transitions to molten state through heat and shear
-
4
Mixing
Uniform dispersion of all components in the melt
-
5
Pressurization
Melt is pressurized for consistent flow through the die
-
6
Die Formation
Molten polymer takes final shape as it exits the die
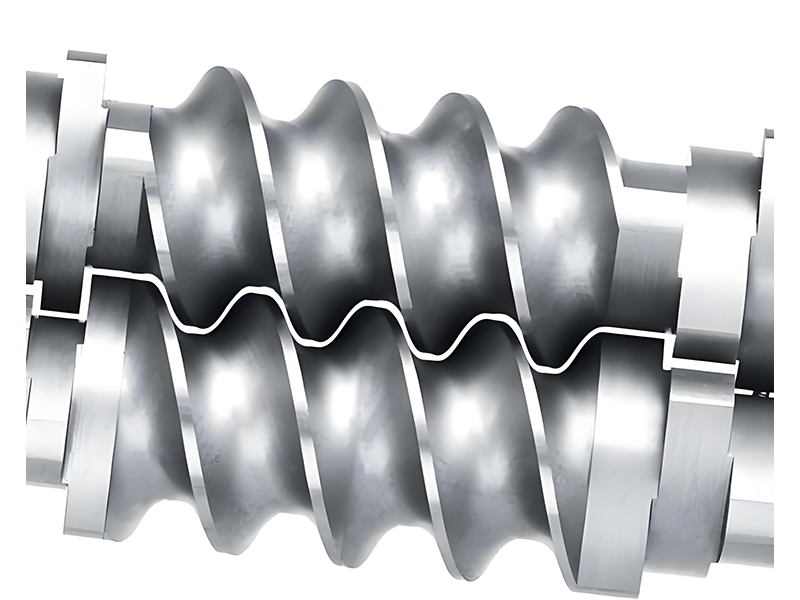
Working Principle Illustration

Cross-section of intermeshing twin-screws showing material flow and pressure development
Process Control in Modern Plastics Extrusion Machinery
Advanced plastics extrusion machinery incorporates sophisticated control systems to monitor and adjust key process parameters in real-time. These systems regulate screw speed, barrel temperatures, feed rates, and pressure profiles to maintain optimal processing conditions.
The integration of sensors throughout the extrusion line provides continuous data on material characteristics, allowing for immediate adjustments that prevent quality issues. This level of control is essential for meeting the tight tolerances required in modern polymer processing applications, making twin-screw extruders the preferred choice for high-performance plastics extrusion machinery.
While the screws represent the core of twin-screw extruders, a complete plastics extrusion machinery system—designed to integrate twin-screw extruders with supporting equipment for end-to-end extrusion—comprises numerous other critical components that work together to ensure efficient operation and high-quality output. These components contribute to material handling, process control, and product formation, each playing a vital role in the overall extrusion process and reflecting the systematic design of plastics extrusion machinery.
Barrel Assembly
The barrel houses the rotating screws and is precision-machined to maintain optimal clearances. Modern plastics extrusion machinery features segmented barrels that allow for independent temperature control in different zones.
- Typically constructed from nitrided steel or bimetallic materials for wear resistance Equipped with heating elements (electric or oil) and cooling channels
- Flanged connections between segments for easy maintenance
- Pressure and temperature sensor ports for process monitoring
- Vent ports for devolatilization in certain applications
Feeding Systems
Precise feeding is critical for consistent extrusion. plastics extrusion machinery utilizes various feeding mechanisms depending on material characteristics and process requirements.
- Gravimetric feeders for accurate proportioning of multiple components
- Volumetric feeders for simpler applications with single materials
- Side feeders for introducing additives or fillers downstream
- Liquid injection systems for incorporating plasticizers or colorants
- Hopper dryers and dehumidifiers for moisture-sensitive materials
Drive System
The drive system provides the torque and rotational speed required for screw operation. In high-performance plastics extrusion machinery, this typically consists of:
- High-torque electric motor with variable frequency drive
- Gearbox with precise speed reduction
- Torque limiting devices for overload protection
- Screw speed monitoring and control systems
- Cooling systems for heat management
Filtration Systems
To ensure product quality, plastics extrusion machinery incorporates filtration systems that remove contaminants and unmelted particles:
- Screen changers (manual, semi-automatic, or fully automatic)
- Continuous screen filtration systems
- Backflush filters for extended operation
- Pressure monitoring across filter packs
- Breaker plates to distribute flow evenly
Control Systems
Modern plastics extrusion machinery features advanced control systems that regulate all aspects of the extrusion process:
- PLC or industrial computer with touchscreen interface
- Closed-loop temperature control for each barrel zone
- Screw speed and torque monitoring
- Pressure control and safety interlocks
- Data logging and recipe storage capabilities
- Remote monitoring and diagnostic functions
Downstream Components in Plastics Extrusion Machinery
Beyond the extruder itself, complete plastics extrusion machinery systems include downstream equipment that processes the molten polymer into its final form and prepares it for packaging or further processing.
Die Systems
Dies give the molten polymer its final cross-sectional shape. The design varies widely based on the product: sheet dies, film dies, profile dies, pipe dies, and wire coating dies each have specialized configurations to ensure uniform flow and precise dimensions.
Cooling and Sizing Equipment
After exiting the die, the extrudate must be cooled and solidified while maintaining its shape. This is accomplished through various cooling systems including water baths, spray cooling, and air cooling, often combined with sizing devices that ensure dimensional accuracy.
Pulling and Cutting Systems
Pullers provide controlled tension to draw the extrudate through the cooling system at a consistent rate, often synchronized with the extruder speed. Cutting systems then produce the final product length, ranging from simple guillotine cutters to precision saws and pelletizers for plastics extrusion machinery used in compounding applications.
Handling and Packaging
Conveyors, accumulators, and robotic systems transport finished products to packaging stations. Depending on the application, this may include sorting, inspection, labeling, and palletizing equipment that integrates seamlessly with the plastics extrusion machinery to form a complete production line.
Component Material Selection in High-Performance Plastics Extrusion Machinery
The choice of materials for extruder components directly impacts performance, durability, and maintenance requirements. Screw and barrel materials must withstand high temperatures, pressures, and abrasive wear from filled polymers. Common materials include nitrided steel for general applications, bimetallic constructions with wear-resistant alloys for filled materials, and specialized coatings for extreme conditions. Bearings and seals must handle high temperatures and provide reliable operation, often utilizing advanced ceramics and high-performance polymers. These material selections ensure that modern plastics extrusion machinery can operate continuously under demanding conditions while maintaining precision and minimizing downtime.
Twin-screw extruders offer distinct performance advantages in various applications compared to other types of plastics extrusion machinery. Their unique design provides superior mixing capabilities, process flexibility, and control, making them suitable for complex formulations and demanding processing requirements. Understanding how twin-screw systems— a key technology in extrusion manufacturing—compare to alternative technologies helps in selecting the optimal plastics extrusion machinery for specific extrusion manufacturing applications. Extrusion manufacturing relies on such machinery to convert raw plastic into continuous profiles, sheets, or tubes, making technology-machinery alignment critical.
Performance Comparison: Twin-Screw vs. Single-Screw Extruders
| Performance Parameter | Twin-Screw Extruders | Single-Screw Extruders |
|---|---|---|
| Mixing Capability | Excellent (both distributive and dispersive) | Limited (primarily distributive) |
| Material Versatility | Handles wide range including filled, reinforced, and high-viscosity materials | Best suited for unfilled, low-to-medium viscosity polymers |
| Process Control | High precision with uniform residence time | Limited by temperature and pressure variations |
| Energy Efficiency | Higher specific energy input but more efficient mixing | Lower energy consumption for simple applications |
| Throughput Flexibility | Wide range with maintained quality | Limited range before quality degradation |
| Capital Cost | Higher initial investment | Lower initial investment |
| Maintenance Requirements | More complex, higher maintenance costs | Simpler design, lower maintenance costs |
Application-Specific Performance
Twin-screw extruders excel in specific applications where their unique capabilities provide significant advantages over other types of plastics extrusion machinery. Their superior mixing and process control make them the preferred choice for complex formulations and high-performance materials.
Polymer Compounding
In compounding applications, twin-screw plastics extrusion machinery provides exceptional dispersion of additives, fillers, and reinforcements. This results in more uniform material properties and allows higher loadings of fillers than single-screw systems can achieve. The ability to precisely control residence time minimizes degradation of heat-sensitive materials.
Masterbatch Production
Twin-screw extruders produce high-concentration masterbatches with superior pigment dispersion, reducing the need for excessive pigment loading. This not only lowers material costs but also improves color consistency in final products. The modular design allows quick changeover between different color formulations, increasing production flexibility.
Reactive Extrusion
For chemical reactions during processing (such as polymer grafting or cross-linking), twin-screw plastics extrusion machinery offers precise control over temperature, pressure, and residence time. This control is essential for achieving consistent reaction rates and product quality in reactive extrusion applications.
Twin-Screw Extruder Application Areas
Co-Rotating vs. Counter-Rotating Twin-Screws
Co-Rotating Systems
- Superior mixing capabilities
- Higher throughput rates for equivalent size
- Better suited for compounding applications
- Wider range of screw configurations
- More common in modern plastics extrusion machinery
Counter-Rotating Systems
- Better pressure stability
- Lower shear intensity
- Preferred for profile extrusion
- More gentle processing of heat-sensitive materials
- Lower throughput for equivalent size
Performance in Specific Industry Applications
Automotive Industry
Twin-screw plastics extrusion machinery produces high-performance polymer composites with consistent mechanical properties required for automotive components. These include glass-reinforced polyamides, impact-modified polypropylene, and specialty elastomers for weather sealing systems.
Packaging Industry
In packaging applications, twin-screw extruders enable the production of multi-layer structures with precise layer distribution. They efficiently process barrier materials, recycled content, and specialty additives that enhance film performance while maintaining process efficiency.
Medical Applications
Twin-screw plastics extrusion machinery meets the stringent requirements of medical applications by producing materials with exceptional purity and consistency. They handle biocompatible polymers and precisely incorporate additives like radiopacifiers while maintaining strict process control.
The versatility of twin-screw extruders extends to numerous other industries including construction, electronics, and consumer goods. In each application, the performance advantages of modern plastics extrusion machinery translate to higher quality products, greater material efficiency, and improved process economics compared to alternative technologies.
Temperature control is critical in twin-screw extrusion granulation, directly impacting material properties, process efficiency, and product quality. Proper temperature settings ensure complete melting, thorough mixing, and optimal flow characteristics while preventing thermal degradation. In plastics extrusion machinery, temperature profiles are carefully engineered for each polymer type and formulation— a critical step in the plastic extrusion process—with precise control over multiple heating zones along the extruder barrel. This precision ensures the polymer reaches the optimal melt state required for the plastic extrusion process, preventing defects like uneven wall thickness in extruded products.
Temperature Profile Fundamentals
Twin-screw extruders typically feature 6 to 12 independently controlled temperature zones, allowing for precise tuning of the thermal profile. This zoning capability is a key advantage of advanced plastics extrusion machinery, enabling optimization for specific materials and processes.
Typical Temperature Zone Functions
- Feed Zone: Maintains low temperatures to prevent premature melting and ensure proper feeding. Typically set 10-30°C below the polymer's melting point.
- Melting Zone: Gradually increases temperature to facilitate polymer melting. The temperature rises from below to above the melting point, often with the highest temperature gradient in this zone.
- Mixing Zone: Maintains temperature at or slightly above the melting point to ensure complete melting while providing optimal viscosity for mixing.
- Degassing Zone: (When applicable) Controls temperature to facilitate volatile removal without causing excessive foaming or material degradation.
- Metering Zone: Establishes the final melt temperature for uniform flow through the die, often slightly lower than the mixing zone to optimize viscosity.
- Die Zone: Controls the temperature at the exit point to ensure proper flow characteristics and particle formation in granulation.
Material-Specific Temperature Guidelines
Temperature settings vary significantly between polymer types, with each material requiring specific conditions for optimal processing in plastics extrusion machinery. The following guidelines provide typical temperature ranges for common polymers:
Polyolefins
- PE (Polyethylene): 150-230°C
- PP (Polypropylene): 180-240°C
- PE-LD: 140-180°C
- PE-HD: 180-230°C
Engineering Plastics
- PA (Nylon): 230-290°C
- PC (Polycarbonate): 260-300°C
- POM (Acetal): 180-210°C
- PET: 260-290°C
Styrenics
- PS (Polystyrene): 170-230°C
- ABS: 180-240°C
- SAN: 180-230°C
- HIPS: 180-240°C
Specialty Polymers
- PTFE: 370-410°C
- PEEK: 370-400°C
- PVDF: 200-270°C
- TPU: 170-220°C
Typical Temperature Profiles
Comparison of temperature profiles for different polymer types in twin-screw granulation
Temperature Control Best Practices
-
Gradually increase temperature from feed to die, avoiding sudden jumps that can cause material degradation
-
Monitor actual melt temperature, not just barrel setpoints, using inline sensors
-
Adjust temperatures based on screw speed, as higher speeds generate more frictional heat
-
Allow sufficient heat-up time for plastics extrusion machinery to reach stable operating temperatures
-
Implement closed-loop control with PID algorithms for precise temperature regulation
-
Consider material moisture content, as wet materials may require higher temperatures
Troubleshooting Temperature-Related Issues in Granulation
Common Problems and Solutions
Undermelting or Poor Mixing
Causes: Insufficient temperature, excessive throughput, inadequate shear. Solutions: Increase temperature in melting and mixing zones, reduce throughput, modify screw configuration to increase shear.
Material Degradation or Discoloration
Causes: Excessive temperature, long residence time, inadequate cooling. Solutions: Reduce temperature in downstream zones, increase screw speed, improve cooling capacity, check for dead spots in screw design.
Poor Pellet Formation or Irregular Shapes
Causes: Incorrect die temperature, inconsistent melt viscosity, improper water temperature. Solutions: Adjust die temperature to optimize viscosity, stabilize upstream temperatures, control water bath temperature.Optical Transceiver.
Excessive Die Pressure
Causes: Insufficient melt temperature, excessive throughput, filter blockage. Solutions: Increase temperature in metering zone, reduce throughput, replace filter screens, check for die blockage.Electronic shelf labels.
Modern plastics extrusion machinery incorporates advanced temperature monitoring and control systems that help prevent these issues. Real-time temperature profiling, combined with process simulation software, allows operators to optimize settings for specific materials and formulations, ensuring consistent product quality and process efficiency.Related Hydraulic Spare Parts.