Plastic Extrusion Work Tasks
A comprehensive guide for the extrusion operator covering equipment, processes, and procedures
Plastic extrusion is a manufacturing process that involves melting plastic materials and forming them into continuous profiles. The extrusion operator plays a crucial role in ensuring efficient production, maintaining quality standards, and troubleshooting equipment issues. This guide covers all essential tasks for both single-screw and twin-screw extrusion processes, providing the extrusion operator with the knowledge needed to perform their duties effectively.
From understanding equipment components to mastering production parameters, the extrusion operator must develop a comprehensive skill set. This document outlines each task in detail, ensuring the extrusion operator can confidently handle setup, operation, maintenance, and quality control throughout the extrusion process.
Understanding Single Screw Extruders

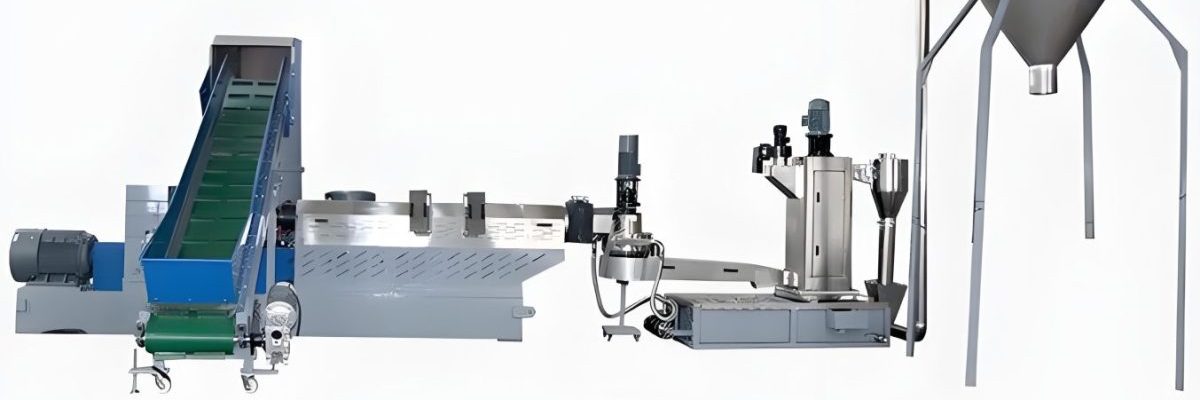
Single screw extruder with control panel and feeding system
Machine Overview
A single screw extruder consists of a rotating screw within a stationary barrel, forming the extrusion system. The extrusion operator must understand how the screw rotates within the barrel to push granular material from the hopper through the extruder, moving it toward the die.
As the material progresses, friction generates heat, which, combined with the heating and cooling temperature control system, transforms the solid material into a molten state. The extrusion operator monitors this transformation process closely to ensure proper melting without degradation.
This molten plastic gradually builds pressure and is forced through the die, creating a continuous profile with a specific cross-sectional shape and dimensions. The extrusion operator is responsible for ensuring this profile meets quality specifications through careful monitoring and adjustment.
Single Screw Extruder Classification
Single screw extruders come in various configurations, each with specific applications that the extrusion operator should recognize:
Horizontal vs. Vertical
Horizontal extruders are the most common configuration, while vertical models are used for specific applications like pipe extrusion. The extrusion operator should be familiar with both orientations.
Ventilated vs. Non-ventilated
Ventilated (or vented) extruders include a section for removing volatile compounds from the melt. The extrusion operator must understand the proper operation of these ventilation systems.
Among these, non-ventilated horizontal single screw extruders are the most widely used in industry. The extrusion operator will likely encounter this configuration most frequently and should master its operation.
Extruder Specifications
The extrusion operator must understand the key parameters that define extruder specifications, as these directly impact processing capabilities and product quality:
| Parameter | Symbol | Description | Importance for Extrusion Operator |
|---|---|---|---|
| Screw Diameter | D (mm) | The outer diameter of the screw | Affects throughput capacity; larger diameters handle more material |
| Length-to-Diameter Ratio | L/D | Ratio of screw length to its diameter | Determines residence time and melting capability; longer L/D provides better mixing |
| Screw Center Height | H (mm) | Height from floor to screw centerline | Important for line integration and safety considerations |
| Dimensions | L×W×H (mm) | Overall machine dimensions | Affects floor space requirements and workflow planning |
| Drive Motor Power | P (kW) | Power of the main drive motor | Determines torque capability and processing limits |
| Barrel Heating Power | P (kW) | Heating capacity of barrel zones | Affects heating rates and temperature control precision |
| Production Capacity | Q (kg/h) | Maximum material output rate | Key for production planning and efficiency monitoring |
| Speed Range | nmin ~ nmax (r/min) | Minimum and maximum screw rotation speeds | Determines process flexibility and control range for the extrusion operator |
Extruder Model Numbering
In China, extruder models use a specific numbering system based on Chinese Pinyin abbreviations combined with key parameters. The extrusion operator should understand this system to quickly identify machine capabilities:
SJP-65×30
- S: Plastic (Shùzi in Chinese)
- J: Extruder (Jǐchūjī in Chinese)
- P: Ventilated (Páiqì in Chinese)
- 65: Screw diameter in millimeters
- 30: Length-to-diameter ratio (L/D)
Extruder control panel displaying model information and operating parameters
Understanding model designations allows the extrusion operator to quickly assess machine capabilities and limitations when planning production runs or troubleshooting issues. This knowledge helps the extrusion operator make informed decisions about material selection and processing parameters.
Single Screw Extruder Granulation Production
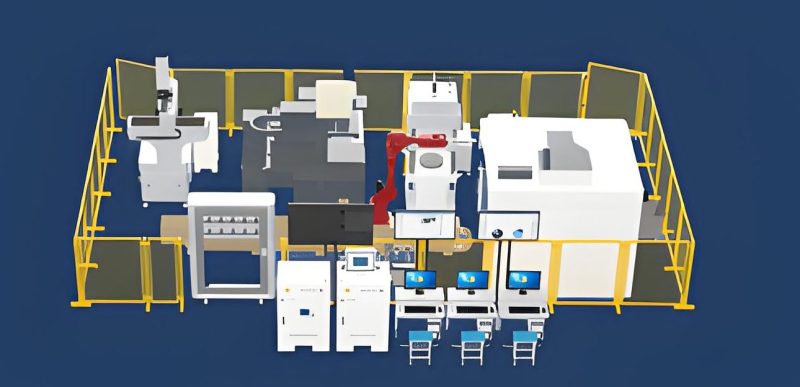
Production Line and Process Flow
The extrusion operator must be thoroughly familiar with the entire single screw extrusion granulation production line and its process flow. This includes all components from material feeding to finished pellet collection.
| Process Step | Equipment | Extrusion Operator Responsibilities |
|---|---|---|
| Material Preparation | Hopper, dryer, mixer | Verify material specifications, check moisture content, ensure proper mixing |
| Feeding | Feeder, hopper | Monitor feed rate, ensure consistent material supply, check for blockages |
| Melting & Extrusion | Extruder barrel and screw | Monitor temperatures, pressure, and screw speed; adjust as needed |
| Pelletizing | Die head, cutter | Ensure proper die temperature, adjust cutter speed for uniform pellet size |
| Cooling | Water bath, air cooler | Maintain proper cooling temperature, check for adequate cooling |
| Drying | Centrifugal dryer, air blower | Ensure complete drying, monitor air flow and temperature |
| Collection | Conveyor, storage container | Inspect finished pellets, monitor for contaminants, ensure proper labeling |
Screw Structure Mapping
A key task for the extrusion operator is to understand and be able to map the conventional screw structure. This includes identifying and understanding the function of each screw section.
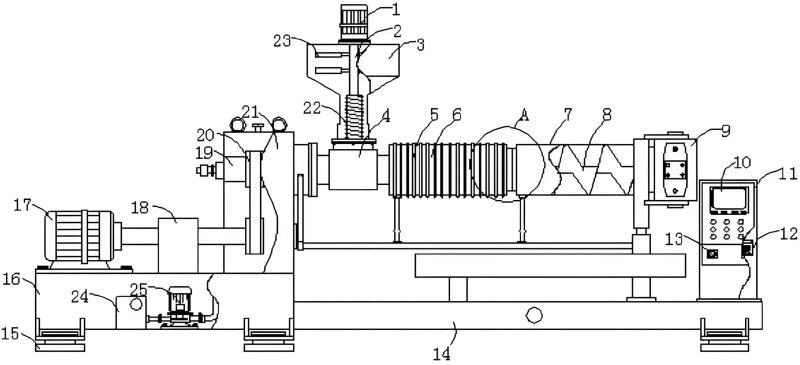
Feed Section
Conveys solid material from hopper to compression section; constant depth
Compression Section
Decreases channel depth, compacts material, begins melting process
Metering Section
Constant shallow depth, fully melts material, builds pressure, pumps melt to die
The extrusion operator should be able to identify these sections and understand how their dimensions affect material processing.
Extruder Working Principles
The extrusion operator must thoroughly understand the basic working principles of the extruder, particularly melt conveying mechanisms.
Melt Conveying Principles
In the metering section, the molten plastic is conveyed forward by the rotating screw. This process can be described by the drag flow, which is the volume flow rate generated by the relative motion between the screw and barrel, minus the backflow caused by pressure buildup in the die.
The extrusion operator adjusts parameters to control this balance between drag flow and backflow. Increasing screw speed increases drag flow, while higher die pressure increases backflow.
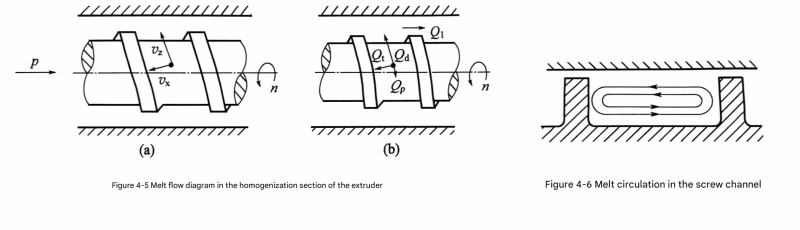
Understanding these principles allows the extrusion operator to make precise adjustments to achieve desired output rates and material properties. The extrusion operator can troubleshoot issues like surging or inconsistent output by applying knowledge of melt conveying dynamics.
Pelletizing Die Head
The extrusion operator must master the disassembly and assembly of pelletizing die heads and become familiar with their structure. This knowledge is essential for cleaning, maintenance, and troubleshooting.
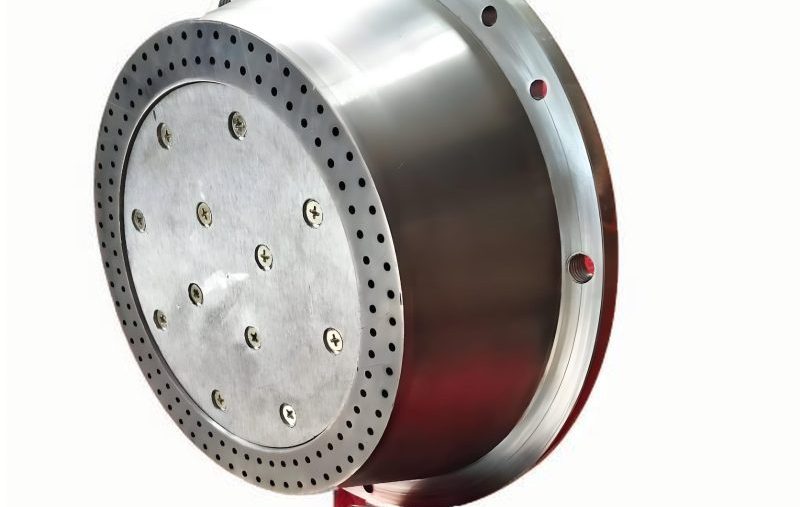
Key Components of Die Heads
- Die body - main structural component housing flow channels
- Die plate with precision-drilled holes determining pellet size
- Breaker plate - supports screen pack, reduces melt turbulence
- Screen pack - filters contaminants from molten plastic
- Heating elements - maintain proper melt temperature
The extrusion operator should follow proper procedures when disassembling and reassembling die heads to avoid damage and ensure proper alignment, which directly affects pellet quality.
Material Selection for Granulation
A critical responsibility of the extrusion operator is selecting and confirming appropriate plastic materials for granulation. This decision impacts processing parameters, equipment settings, and final product properties.
| Plastic Material | Processing Temperature Range (°C) | Key Considerations for Extrusion Operator |
|---|---|---|
| Polyethylene (PE) | 150-250 | Low melting point, good flow properties |
| Polypropylene (PP) | 180-270 | Higher melting point than PE, may require higher torque |
| Polystyrene (PS) | 180-240 | Susceptible to thermal degradation, monitor temperatures closely |
| Polyvinyl Chloride (PVC) | 160-190 | Requires careful temperature control to prevent degradation |
The extrusion operator must verify material certificates, check for contamination, and ensure materials are properly dried when necessary. The extrusion operator should also be aware of material compatibility when processing blends or recycled materials.
Production Operations
The extrusion operator must master all aspects of production line operation, from startup to shutdown, including emergency procedures. Proper operation ensures product quality, equipment safety, and efficient production.
Startup Procedures
- Perform pre-startup safety check
- Verify material supply and cleanliness
- Set temperature profiles for all zones
- Wait for temperatures to stabilize
- Start auxiliary equipment (cooling, etc.)
- Start screw at low speed
- Begin material feeding gradually
- Increase speed and adjust parameters
Shutdown Procedures
- Gradually reduce screw speed
- Stop material feeding
- Run screw until material is exhausted
- Stop screw rotation
- Turn off heating zones
- Stop auxiliary equipment
- Clean die head and other components
- Secure the work area
Emergency Handling
- Identify emergency stop locations
- Stop material feeding immediately
- Stop screw rotation
- Assess situation and ensure safety
- Notify appropriate personnel
- Follow lockout/tagout procedures
- Document incident details
- Only restart after resolution
Control Interface Familiarization
The extrusion operator must thoroughly understand the control interface, including all buttons, switches, and displays. This familiarity allows for quick adjustments and efficient troubleshooting.
Modern extruders feature digital control panels allowing precise adjustment of temperatures, speeds, and other critical parameters
Process Parameter Adjustment
The extrusion operator must master the adjustment of production process parameters, particularly cooling and traction systems, which significantly impact product quality.
Cooling System Parameters
- • Water temperature: typically 20-30°C
- • Water flow rate: adjusted for proper solidification
- • Cooling time: sufficient for complete solidification
Traction System Parameters
- • Traction speed: matched to extrusion rate
- • Tension control: consistent for uniform dimensions
- • Speed synchronization: critical for pellet size uniformity
The extrusion operator should record all process parameters and observed phenomena, taking regular samples for quality inspection. This documentation helps maintain consistency between production runs and provides valuable data for troubleshooting.
Routine Maintenance
After shutdown, the extrusion operator is responsible for performing routine maintenance on the extrusion line to ensure equipment reliability and longevity.
| Maintenance Task | Frequency | Extrusion Operator Responsibilities |
|---|---|---|
| Clean die head and screen pack | After each production run | Remove and clean all components, inspect for wear or damage |
| Clean hopper and feed system | Before material change | Remove residual material, check for contamination |
| Lubricate moving parts | Per manufacturer schedule | Apply proper lubricants to specified points |
| Inspect cooling system | Daily | Check for leaks, clean filters, verify flow rates |
| Check electrical connections | Weekly | Inspect for tightness, signs of overheating |
Understanding Twin Screw Extruders
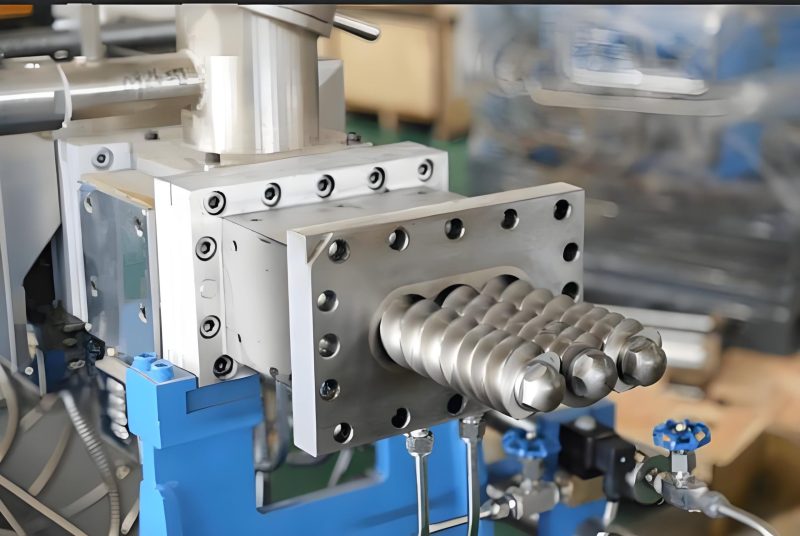
Machine Overview
Twin screw extruders feature two intermeshing screws rotating within a barrel, offering advantages in mixing, throughput, and processing of difficult materials. The extrusion operator must understand the unique characteristics of these machines compared to single screw extruders.
The extrusion operator should recognize that twin screw extruders provide better control over material residence time and more efficient mixing, making them suitable for compounding, reactive extrusion, and processing of filled or reinforced materials.
Key Advantages of Twin Screw Extruders
- Superior mixing capabilities for homogeneous blends
- Better devolatilization for materials with volatile components
- Higher throughput rates for equivalent screw diameter
- Ability to process materials with low bulk density
- Self-wiping design reduces material buildup and residence time variation

Twin screw extruder with parallel, intermeshing screw configuration
Twin Screw Extruder Classification
The extrusion operator must understand the different types of twin screw extruders and their applications. The primary classification is based on the direction of screw rotation.
Co-rotating Twin Screw Extruders
Both screws rotate in the same direction (clockwise or counterclockwise). This design is most common in plastic processing applications.
Key Characteristics:
- • Self-wiping design prevents material buildup
- • Excellent mixing capabilities
- • Good devolatilization performance
- • Higher torque capability
Typical Applications:
- • Polymer compounding
- • Masterbatch production
- • Reactive extrusion processes
- • Processing filled polymers
Counter-rotating Twin Screw Extruders
Screws rotate in opposite directions. This design provides different processing characteristics compared to co-rotating systems.
Key Characteristics:
- • Higher pressure generation capability
- • More gentle mixing action
- • Better for shear-sensitive materials
- • Non-self-wiping design in some configurations
Typical Applications:
- • Pipe and profile extrusion
- • Sheet extrusion
- • Processing thermally sensitive materials
- • Extrusion of viscous materials
Twin Screw Structure
The extrusion operator must be able to map the structure of conventional co-rotating self-wiping twin screws and understand their design principles. Unlike single screws, twin screws often feature modular designs with interchangeable elements.

Common Screw Elements
Move material forward along the screw
Provide mixing and shear for melting
Create back pressure and increase residence time
Allow pressure equalization without conveying
The extrusion operator should understand how different combinations of these elements create specific processing conditions. The modular design allows the extrusion operator to reconfigure the screw setups for different materials and processes.
Working Principles & Melt Conveying
The extrusion operator must understand the working principles of both co-rotating and counter-rotating twin screw extruders, with particular attention to melt conveying mechanisms compared to single screw systems.
Co-rotating Twin Screw Melt Conveying
In co-rotating systems, material is conveyed in a figure-eight pattern between the screws. Conveying is primarily positive displacement, meaning the extrusion operator can achieve more consistent throughput compared to single screw extruders.
The self-wiping action cleans the screw surfaces, reducing residence time variation and improving mixing efficiency. The extrusion operator can adjust the degree of fill in different sections by using reverse elements.
Counter-rotating Twin Screw Melt Conveying
In counter-rotating systems, material is trapped in C-shaped chambers between the screws and barrel, moving axially as the screws rotate. This creates a more positive pumping action with less shear.
The extrusion operator should note that counter-rotating systems generate higher pressure at the die, making them suitable for profile extrusion where consistent pressure is critical.

Twin Screw Extruder Granulation Production
Production Process & Operations
While many operational principles are similar to single screw systems, the extrusion operator must master the specific procedures and considerations for twin screw extruder granulation production.
Material Selection & Preparation
The extrusion operator faces additional considerations when selecting and preparing materials for twin screw extrusion, particularly when working with compounds, blends, or filled materials.
Material Preparation Guidelines
- Ensure proper drying of hygroscopic materials (typically < 0.02% moisture)
- Pre-blend additives uniformly to prevent segregation
- Check particle size distribution for consistent feeding
- Verify compatibility of all components in blends

Startup, Shutdown & Emergency Procedures
The extrusion operator must follow specific procedures for twin screw systems, which differ from single screw machines due to their intermeshing design and higher torque capabilities.
Critical Twin Screw Startup Differences
Always start twin screws rotating before introducing material to prevent torque overload. The extrusion operator should begin with low screw speed (10-20 rpm) and gradually increase to operating speed after material begins flowing.
Special Shutdown Considerations
The extrusion operator must ensure complete purging of material from both screws before shutdown to prevent degradation and startup issues. For heat-sensitive materials, a purging compound may be necessary.
Emergency Handling Protocols
In case of emergency, the extrusion operator should activate the emergency stop, then immediately shut off material feed. After the emergency is resolved, the extrusion operator must inspect both screws for damage before restarting.
Control System & Equipment Familiarization
Twin screw extruders typically feature more complex control systems than single screw machines. The extrusion operator must become thoroughly familiar with all functions, buttons, and switches to operate the equipment effectively.

Key Control System Features
- Segmented temperature control for multiple barrel zones
- Precise screw speed control with torque monitoring
- Multiple feeders with independent speed control
- Pressure monitoring at multiple barrel locations
- Data logging and recipe storage capabilities
- Alarms and safety interlock monitoring
Process Parameter Adjustment
The extrusion operator must master the adjustment of various production parameters specific to twin screw extrusion, with particular attention to how these parameters interact to affect product quality.
| Parameter | Typical Range | Effect on Process |
|---|---|---|
| Screw Speed | 100-600 rpm | Affects throughput, shear, and residence time |
| Barrel Temperature | 150-300°C | Controls melting and material viscosity |
| Feed Rate | Variable based on size | Determines degree of fill and torque |
| Die Pressure | 50-200 bar | Affects density and dimensional stability |
| Cooling Water Temp | 15-30°C | Controls solidification rate and crystallinity |
The extrusion operator should meticulously record all process parameters and observed phenomena during production. Regular sampling is essential to monitor product quality and make necessary adjustments.
The extrusion operator must understand the relationships between parameters—for example, increasing screw speed may require adjusting feed rate and temperatures to maintain optimal processing conditions.
Maintenance for Twin Screw Extruders
Twin screw extruders have additional maintenance requirements compared to single screw machines due to their more complex design. The extrusion operator plays a key role in ensuring proper maintenance to maximize equipment lifespan and performance.
Screw and Barrel Maintenance
- Inspect screw elements for wear after each production run
- Check barrel liner for scoring or excessive wear
- Measure clearances between screws and barrel regularly
- Clean and inspect keyways and connections
- Store screw elements properly when not in use
Drive System Maintenance
- Check and maintain proper lubrication levels
- Inspect gearbox for leaks or异常 noise
- Monitor motor temperature during operation
- Check alignment of drive components
- Inspect electrical connections and controls
Auxiliary Equipment Maintenance
- Clean and calibrate feeders regularly
- Maintain cooling system cleanliness
- Inspect and replace filters in hydraulic systems
- Check temperature sensors for accuracy
- Test safety interlocks and emergency stops
The extrusion operator should document all maintenance activities, noting any unusual wear patterns or potential issues. This documentation helps identify recurring problems and schedule preventive maintenance. The extrusion operator should also communicate any significant equipment issues to maintenance personnel promptly to prevent unplanned downtime.
Advanced Learning
Residence Time Distribution
The extrusion operator should understand the physical meaning and applications of residence time distribution (RTD) in extrusion processes. RTD describes how long different material elements remain in the extruder, significantly impacting product quality.
Key Concepts for the Extrusion Operator
- Mean Residence Time: The average time material spends in the extruder
- Distribution Width: Indicates how uniform the residence time is
- Peak Time: The most common residence time for material elements
Understanding RTD helps the extrusion operator optimize processing parameters for consistent product quality, particularly when working with heat-sensitive materials or reactive extrusion processes.
Solid Bed Melting Model
The extrusion operator should become familiar with the mathematical expressions and concepts behind solid bed melting models, which describe how solid plastic transforms into a molten state within the extruder.
Key Parameters in Melting Models
- • Screw speed and geometry
- • Barrel temperature profile
- • Material thermal properties (conductivity, specific heat)
- • Melting point and latent heat of fusion
- • Viscosity of molten material
- • Frictional coefficients between material and surfaces
While the extrusion operator doesn't need to solve complex melting equations, understanding these models helps interpret how process changes affect melting behavior. This knowledge enables the extrusion operator to make more informed adjustments when facing melting issues.

Multi-screw Extrusion Technology
Beyond twin screw systems, the extrusion operator can benefit from understanding multi-screw extrusion technologies and their applications. These advanced systems offer unique advantages for specific processing challenges.
Triple Screw Extruders
Featuring three intermeshing screws, these systems provide enhanced mixing capabilities while maintaining high throughput. The extrusion operator would find these useful for complex compounding applications.

Planetary Screw Extruders
Featuring a central screw surrounded by multiple satellite screws, these systems excel at processing high-viscosity materials and provide excellent mixing with low shear.

Reciprocating Screw Kneaders
Combining rotational and axial screw movement, these systems provide exceptional mixing for challenging materials while allowing the extrusion operator precise control over shear history.
While the extrusion operator may not regularly work with these specialized systems, understanding their capabilities allows for better decision-making when selecting equipment for specific applications. The extrusion operator can also apply fundamental principles from these advanced systems to improve operations on more common extruder types.
Work Task Summary
Extrusion Process Testing & Analysis
The extrusion operator is responsible for conducting various tests during the extrusion process and analyzing the results to ensure quality and optimize performance.
Residence Time Testing
The extrusion operator performs residence time testing to characterize how material flows through the extruder. This involves introducing a tracer material and measuring the time it takes to appear at the die and how long it continues to exit.
Residence Time Testing Procedure
- Select appropriate tracer material (colorant or additive)
- Introduce a measured quantity of tracer into the feed
- Collect samples at regular intervals at the die exit
- Analyze samples to detect tracer presence and concentration
- Plot concentration vs. time to create RTD curve
- Calculate mean residence time and distribution width
Process Analysis & Reporting
The extrusion operator must discuss and analyze operational results, then document findings in a comprehensive report. This documentation serves as a valuable reference for future production runs and process improvements.
Key Report Components
- • Production parameters and their ranges
- • Material specifications and preparation details
- • Observations of process behavior
- • Test results (residence time, etc.)
- • Product quality measurements
- • Issues encountered and solutions implemented
- • Recommendations for process optimization
Final Competencies for the Extrusion Operator
Upon completing these tasks, the extrusion operator should demonstrate proficiency in all aspects of plastic extrusion, from equipment operation to process optimization and troubleshooting.Related Hydraulic Spare Parts.
Equipment Mastery
Thorough understanding of both single and twin screw extruder operation, maintenance, and capabilities
Process Control
Ability to adjust parameters for optimal performance and consistent product quality
Problem Solving
Skills to identify issues and implement effective solutions during production Optical Transceiver
Technical Knowledge
Understanding of material behavior, melting processes, and extrusion principles Electronic shelf labels