The primary goal of studying extrusion technology is to develop a comprehensive understanding of how an extruder transforms raw materials into finished products through controlled heating, mixing, and shaping processes. Mastery of extruder operations requires both theoretical knowledge and practical skills.
Understand Extruder Fundamentals
Gain detailed knowledge of how an extruder functions, including the principles of material conveyance, melting, mixing, and pumping within the extrusion system.
Material Science for Extrusion
Learn how different materials behave in an extruder, including thermoplastics, elastomers, and composites, and how their properties affect processing parameters.
Process Optimization
Develop the ability to adjust extruder settings for optimal performance, including temperature profiles, screw speed, pressure control, and throughput rates.
Troubleshooting Extruder Issues
Acquire skills to identify and resolve common extruder problems such as melt fracture, die buildup, inconsistent output, and material degradation.
Quality Control in Extrusion
Learn techniques to ensure product consistency and quality when operating an extruder, including dimensional accuracy, surface finish, and material properties.
Safety Protocols for Extruder Operation
Understand and implement proper safety procedures when working with an extruder, including handling hot materials, electrical safety, and machine guarding.
By achieving these objectives, operators and technicians will be able to maximize extruder efficiency, produce high-quality products, minimize waste, and ensure safe operation. Advanced learning may include specialized extruder applications, material development, and automation integration for smart manufacturing environments.
Extruder Training Path
- 1 Basic extruder principles & components
- 2 Material preparation & feeding systems
- 3 Temperature control & heating systems
- 4 Screw design & function optimization
- 5 Die selection & product shaping
- 6 Advanced extruder troubleshooting
Extrusion Operator:Operating an extruder involves a series of interrelated tasks that ensure efficient production of quality products. These tasks range from pre-production preparation to post-production cleanup and documentation, each playing a critical role in the overall extrusion process.
Pre-Production Preparation
- Verify material specifications and prepare raw materials for the extruder
- Inspect extruder components for wear or damage
- Clean hoppers, barrels, and dies as needed
- Load materials into feeding systems according to specifications
- Set up die and downstream equipment for the production run
Extruder Startup & Operation
- Power up extruder and auxiliary equipment following proper sequence
- Set initial temperature profiles for each extruder zone
- Initiate screw rotation at low speed and begin material feeding
- Gradually increase extruder speed and adjust feed rates
- Monitor pressure, temperature, and output throughout production
Process Monitoring & Adjustment
- Regularly check product dimensions and quality
- Adjust extruder parameters to maintain specifications
- Record process data and production metrics
- Perform in-process material tests as required
- Troubleshoot minor issues during production runs
Shutdown & Changeover Procedures
- Gradually reduce extruder speed and stop material feed
- Purge remaining material from the extruder barrel
- Reduce temperatures and stop screw rotation
- Power down extruder and auxiliary equipment properly
- Perform complete cleanup for material changeovers
- Replace dies and adjust equipment for next production run
Maintenance & Documentation
- Perform daily, weekly, and monthly extruder maintenance
- Lubricate moving parts according to extruder specifications
- Inspect and replace worn components as needed
- Document production runs, including settings and output
- Report any extruder issues or quality concerns
- Maintain inventory of critical extruder spare parts
Task Sequencing and Efficiency
Effective extruder operation requires proper sequencing of tasks to minimize downtime and maximize productivity. An optimized workflow ensures that each task is performed at the right time, preventing bottlenecks and reducing waste.
Operators should develop a routine that includes pre-production checks, systematic startup procedures, continuous monitoring during production, and thorough shutdown protocols. Proper documentation of each task helps identify areas for improvement and ensures consistency across different operators using the same extruder.
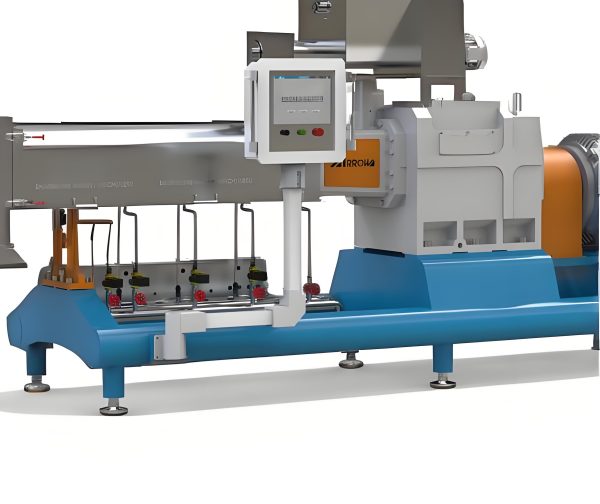
Plastic extruder. The single screw extruder is one of the most common types of extrusion equipment, valued for its simplicity, reliability, and cost-effectiveness. This extruder design features a rotating screw within a stationary barrel, working together to convey, melt, and pump material through the system.
Key Components of a Single Screw Extruder
Feed Hopper
The feed hopper introduces raw material into the extruder. It often includes agitation devices to prevent bridging and ensure consistent material flow. Some hoppers feature drying capabilities for moisture-sensitive materials.
Barrel
The extruder barrel is a cylindrical chamber that houses the screw. It is typically segmented and heated by electric resistance heaters or water cooling jackets. Barrels are made from hardened steel or specialty alloys to withstand wear and high temperatures.
Screw
The heart of the single screw extruder, the screw consists of three main sections: feed, compression, and metering. The feed section conveys solid material, the compression section reduces volume and begins melting, and the metering section fully melts and pumps the material. Screw design varies based on material characteristics and processing requirements.
Drive System
This system provides power to rotate the extruder screw. It includes an electric motor, gearbox, and controls to adjust screw speed, which directly affects throughput and processing conditions.
Heating/Cooling System
Precise temperature control is critical for proper material processing in an extruder. Heating elements raise the barrel temperature to melt materials, while cooling systems prevent overheating and maintain optimal processing temperatures.
Die
The die shapes the molten material into the desired cross-sectional profile as it exits the extruder. Dies are custom-designed for specific products and can range from simple flat sheets to complex profiles.
Working Principles
A single screw extruder operates through a combination of conveying, compressing, melting, and metering processes. As the screw rotates within the barrel, material is pulled from the hopper into the feed section. The material is then conveyed forward by the screw flights.
In the compression section, the screw channel depth decreases, increasing pressure and causing the material to melt as it encounters heat from the barrel and friction from the rotating screw. By the time material reaches the metering section of the extruder, it is fully molten and homogenized.
The metering section pumps the uniform melt through the die at a consistent rate and pressure, producing the desired extruded product. The entire process is carefully controlled through adjustments to screw speed, temperature profiles, and feed rates.
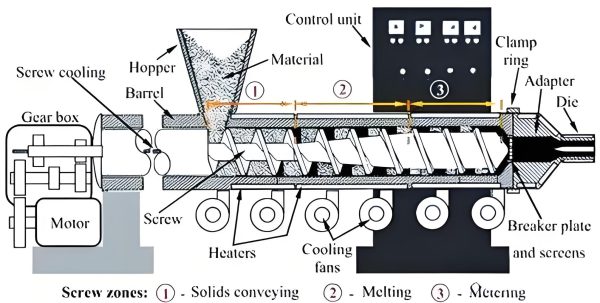
Single Screw Extruder Diagram
1. Feed Hopper, 2. Barrel, 3. Feed Section, 4. Compression Section, 5. Metering Section, 6. Die
Advantages of Single Screw Extruders
- Simple design with fewer moving parts
- Lower initial cost and maintenance requirements
- Energy efficient for certain applications
- Easier to operate and troubleshoot
- Suitable for high-volume production runs
Common Applications
- Plastic film and sheet production
- Pipe and profile extrusion
- Wire and cable coating
- Blown film extrusion processes
- Extrusion coating applications
Screw Design Variations
The performance of a single screw extruder is heavily influenced by screw design. Different applications require specialized screw configurations:
Metering Screws
Feature a long metering section with constant channel depth, providing consistent melt output. Ideal for materials that melt easily and require uniform pumping.
Mixing Screws
Incorporate special mixing elements to improve material homogenization. Used when processing blends or materials requiring consistent color dispersion in the extruder.
Barrier Screws
Include a secondary flight that separates solid and molten material, improving melting efficiency and reducing residence time. Excellent for processing polyolefins in an extruder.
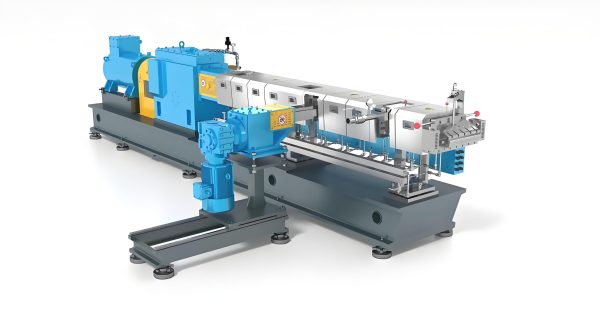
Twin Screw Extruder in Operation
Modern twin screw extruder with digital controls and intermeshing screw design
Types of Twin Screw Configurations
-
Intermeshing Co-Rotating
Screws rotate in the same direction with overlapping flight paths, providing excellent mixing and self-wiping action
-
Intermeshing Counter-Rotating
Screws rotate in opposite directions, creating positive displacement pumping action with high pressure capabilities
-
Non-Intermeshing
Screws operate independently with no flight overlap, combining characteristics of single screw and twin screw designs
Key Advantages Over Single Screw
- Superior mixing capabilities
- Better handling of filled and reinforced materials
- Ability to process heat-sensitive materials
- Greater process flexibility and control
- Reduced residence time with more uniform distribution
- Capability for compounding multiple materials
The twin screw extruder represents a more complex and versatile extrusion technology, featuring two parallel screws within a single barrel. This extruder design offers enhanced mixing capabilities and process control compared to single screw models, making it ideal for complex materials and applications requiring precise homogenization.
plastics extrusion machinery.Construction and Design Features
A twin screw extruder consists of several key components that work together to provide superior processing capabilities. The barrel is typically segmented, allowing for easy maintenance and configuration changes. Each barrel segment contains heating and cooling elements for precise temperature control.
The screws themselves are the most critical component of a twin screw extruder. In co-rotating designs, both screws rotate in the same direction, creating a self-wiping action that prevents material buildup and ensures thorough mixing. Counter-rotating screws move in opposite directions, generating higher pressures and positive displacement pumping action.
Modular Screw Elements
Unlike single screw designs, twin screw extruder screws are often modular, consisting of various elements that can be arranged to optimize processing. These include conveying elements, mixing elements, kneading blocks, and shear elements, allowing for precise customization of the extruder's performance.
Feed Systems
Twin screw extruders often feature multiple feed ports along the barrel length, allowing for precise introduction of different materials at specific points in the process. This enables complex compounding operations and precise control over material reactions within the extruder.
Drive System
The drive system of a twin screw extruder must handle higher torque requirements than single screw models. It typically includes a powerful motor, gearbox with distribution gears, and sophisticated controls to maintain precise screw speed and torque.
Pressure and Temperature Control
Advanced sensor systems monitor pressure and temperature at multiple points along the extruder barrel, providing real-time data for process optimization. This level of control is essential for handling sensitive materials and maintaining product consistency.
Processing Capabilities
The twin screw extruder excels at processing materials that are challenging for single screw designs. Its superior mixing capabilities make it ideal for compounding polymers with additives, fillers, reinforcements, or colorants. The ability to precisely control temperature and residence time allows for processing of heat-sensitive materials that might degrade in a single screw extruder.
In a twin screw extruder, material transport is primarily positive displacement, meaning output is more consistent and less dependent on material properties compared to the friction-dependent transport in single screw extruders. This makes twin screw models more versatile for processing a wide range of materials with varying characteristics.
Applications
Twin screw extruders are widely used in industries requiring complex material processing:
Polymer Compounding
Adding fillers, reinforcements, and additives
Masterbatch Production
High-concentration color and additive mixtures
Reactive Extrusion
Chemical reactions during processing
Pharmaceutical Extrusion
Drug delivery systems and formulations
Food Processing
Texturized proteins and snack production
Biodegradable Polymers
Processing sensitive eco-friendly materials

Preventive Maintenance
Regular maintenance extends extruder lifespan and ensures consistent performance
Maintenance Schedule
- Daily: Visual inspections, lubrication checks
- Weekly: Filter changes, belt tension checks
- Monthly: Screw and barrel inspection
- Quarterly: Gearbox oil analysis, motor checks
- Annually: Complete system overhaul
Proper Installation Procedures
Correct installation of an extruder is critical for safe operation, product quality, and equipment longevity. Proper setup ensures optimal performance and minimizes premature wear.
Extrusion machinery.Site Preparation
- Ensure adequate floor space for the extruder and auxiliary equipment
- Verify floor can support the extruder's weight (typically 500-5000 kg)
- Provide proper ventilation and temperature control
- Ensure access to appropriate power supply (3-phase required for most extruders)
Foundation and Leveling
- Install on proper foundation to minimize vibration
- Precisely level the extruder using spirit levels and shims
- Ensure proper alignment with downstream equipment
- Secure extruder to foundation according to manufacturer specifications
Mechanical and Electrical Setup
- Install all safety guards and devices before operating the extruder
- Connect cooling water lines with proper flow and pressure
- Verify electrical connections match the extruder's specifications
- Install proper ventilation for motor and control cabinet
- Perform initial test run according to manufacturer guidelines
Optimal Operating Practices
Proper operation of an extruder maximizes efficiency, product quality, and equipment life while minimizing waste and downtime.
Startup Procedures
Follow this sequence when starting an extruder:
- Perform pre-start inspection of all extruder components
- Power on control system and set temperature profiles
- Allow extruder barrel to reach set temperatures and stabilize
- Start screw rotation at low speed (10-20 RPM)
- Begin feeding material at low rate
- Gradually increase screw speed and feed rate
- Monitor pressure and adjust as needed
- Check initial product quality before full production
Process Monitoring
- Continuously monitor barrel temperatures at all zones
- Track melt pressure at die and key barrel positions
- Check amperage draw to prevent motor overload
- Inspect product quality at regular intervals
- Record process parameters for quality control
Shutdown Procedures
- Reduce feed rate gradually while maintaining screw speed
- Stop material feed when barrel is nearly empty
- Continue screw rotation to purge remaining material
- Reduce screw speed to minimum before stopping
- Deactivate heating zones and allow extruder to cool
- Power down control system after cooling
- Clean die and accessible extruder components
Maintenance Procedures
Regular maintenance is essential to keep an extruder operating at peak efficiency and prevent unplanned downtime.
Screw and Barrel Maintenance
- Inspect for wear, scoring, and damage regularly
- Measure flight depth periodically to check wear
- Clean thoroughly after each production run
- Replace when wear exceeds manufacturer recommendations
- Store screws properly when not in use
Drive System Maintenance
- Check gearbox oil level and condition regularly
- Replace oil according to manufacturer schedule
- Inspect motor for unusual noise or vibration
- Check belt tension and condition (if applicable)
- Lubricate bearings according to specifications
Common Maintenance Mistakes to Avoid
- Over-tightening fasteners, which can cause damage
- Using incorrect lubricants on extruder components
- Ignoring early signs of wear or abnormal operation
- Performing maintenance without proper lockout/tagout procedures
- Replacing only one worn component while ignoring others in the system
For those seeking to deepen their knowledge of extrusion technology, the following resources provide advanced insights into extruder design, process optimization, material science, and industry applications. These materials cover both theoretical principles and practical considerations for working with various extruder types.
Define extrusion.
Principles of Polymer Extrusion
Comprehensive guide to the theoretical foundations of extrusion, including material flow dynamics, heat transfer, and screw design principles.
Advanced Twin Screw Extruder Design
Peer-reviewed research on latest developments in twin screw geometry, including computational fluid dynamics analysis of mixing efficiency.

Extruder Efficiency Optimization
Real-world examples of energy reduction and throughput improvement in industrial extruder operations through process refinement.

Polymer Behavior in Extruders
In-depth analysis of how different polymer types respond to extrusion conditions, including viscosity changes and thermal degradation properties.
Smart Extruder Monitoring Systems
Guide to implementing IoT sensors and machine learning algorithms for predictive maintenance and process optimization in extrusion lines.
Extruder Problem-Solving Handbook
Comprehensive reference for identifying and resolving common extruder issues, with diagnostic flowcharts and corrective action procedures.
Emerging Trends in Extruder Technology
The extrusion industry continues to evolve with new technologies and approaches that enhance extruder performance, sustainability, and versatility. Staying informed about these developments is key for professionals working with extrusion equipment.Related Hydraulic Spare Parts.
Sustainable Extrusion
Development of extruder technologies for processing recycled materials and biodegradable polymers, with reduced energy consumption and waste generation.
Advanced Controls
Implementation of artificial intelligence and machine learning algorithms for real-time extruder process optimization and predictive maintenance.
Novel Applications
Expanding use of extruder technology in additive manufacturing, pharmaceutical production, and advanced material science research applications.
Industry Associations and Resources
Professional organizations and online resources provide valuable information, training, and networking opportunities for individuals working with extruders:
Society of Plastics Engineers (SPE)
Offers technical papers, conferences, and training programs focused on extrusion technology and polymer processing.
Plastics Industry Association
Provides resources on extrusion best practices, safety standards, and regulatory compliance for extruder operations.
Extrusion Technology Training Center
Offers hands-on training courses for extruder operators and technicians at all skill levels.Optical Transceiver.
Extrusion Magazine
Publishes articles on new extruder technologies, application case studies, and industry trends.Electronic shelf labels.